- ABWEICHUNG VON DER GERADEN:
Wird in mm angegeben, bezogen auf eine Gerade entlang 1 m Rohr.
 DURCHMESSER:
DURCHMESSER:
Wenn man vom Durchmesser spricht, so meint man grundsätzlich den Außendurchmesser.
GLUHEN:
Wärmebehandlung von Rohren. Im Ofen oder in Linie werden die Rohre bei 1.050° C erhitzt, um für eine Neuordnung der kristallinen Metalle wie im Ursprungszustand zu sorgen. Dieses Verfahren macht die Rohre etwas weicher, um sie z. B. stärker biegen zu können.
KORNUNG:
Einheit, die den Schliff des Rohres angibt. Je höher die Körnung, des feiner ist das Rohr geschliffen.
INERT GAS:
Gasgemisch von höchster Reinheit auf Basis von Argon, das für eine sauerstoffarme Schweißzone benötigt wird. Diese Mischung findet sich an der Elektrode und garantiert eine qualitativ hochwertige Schweißung.
POLIEREN / HOCHGLANZPOLIEREN:
Äußere Bearbeitung des Rohres. Macht das Rohr glänzend sorgt für ein hochwertiges Erscheinungsbild.
RAUHIGKEIT:
Maß zur Bestimmung der Poliertheit eines Rohres.
SCHLEIFEN:
Sorgt für eine hochwertiges Erscheinungsbild des Rohres. Im Gegensatz zum Polieren/Hochglanzpolieren jedoch leicht matt, nicht glänzend.
SCHWEIBNAHTUBERHOHUNG :
Materialansammlung entlang der Schweißnaht, innen und außen am Rohr. Wird entfernt und verbleibender Rest ist eben mit der Wandstärke des Rohres. Man spricht dann vom innen und/oder außen geglätteter Schweißnaht, abhängig davon wo sich das Material ansammelt.
Alle unsere Rohre werden außen geglättet, ab 30 mm Außendurchmesser auch innen.
SCOTCH BRITE:
Band um das äußere Schliffbild zu bearbeiten. Auch im Gebrauch verändert sich die Oberfläche kaum, daher konstante Qualität.
T.I.G. (Tungsten Inert Gas):
Spezielles Schweißverfahren, das in neutraler Umgebung Energie über eine Elektrode auf die Oberfläche des zu schweißenden Rohres bringt. Die Beständigkeit der Elektrode wird durch das Gas gewährleiste.
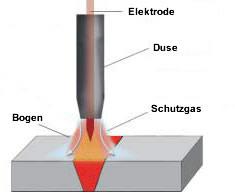 Dieses Schweißverfahren kann mit oder ohne Zusatzmaterial durchgeführt werden. Das Schweißen von dünnwandigen Materialen wie z. B. Rohren wird normalerweise ohne Zusatzmaterial realisiert. Das Schutzgas geht durch die Düse, um das Schweißbad und die Tungsten Elektrode zu schützen.
Dieses Schweißverfahren kann mit oder ohne Zusatzmaterial durchgeführt werden. Das Schweißen von dünnwandigen Materialen wie z. B. Rohren wird normalerweise ohne Zusatzmaterial realisiert. Das Schutzgas geht durch die Düse, um das Schweißbad und die Tungsten Elektrode zu schützen.
WIRBELSTROMPRUFUNG:
Zu prüfende Rohre werden einer Wirbelstromprüfung unterzogen. Dabei werden Abweichungen mittels ggf. akustisch signalisiert, damit schadhafte Rohre entsorgt werden können.


-
